年始终专注于屏蔽罩的研发定制生产
年始终专注于屏蔽罩的研发定制生产
 平厂房
平厂房
 万次冲压/月
万次冲压/月
全国服务热线
19924931943 / 19924932786

一、产品选材:
手机屏蔽罩一般采用材料洋白铜
|
牌号 |
状态 |
厚度(MM) |
拉伸强度σb(MPa) |
维氏硬度 HV
|
|
C7521 |
1/2H |
T=0.15\0.20 |
440~570 |
120~180 |
二、新产品材料选择:
手机屏蔽罩一般来说利用材料洋白铜
牌号 状态 厚度(毫米) 拉伸强度σb(MPa) 维氏硬度HV
C7521 1/2H T=0.15\0.20 440~570 120~180
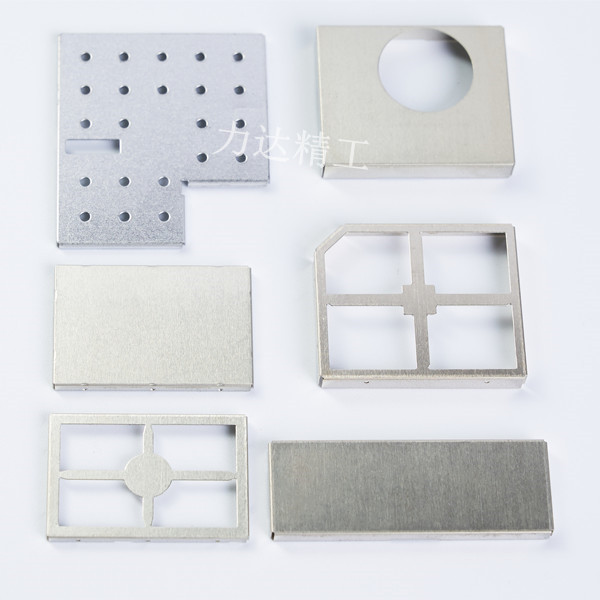
三、手机屏蔽罩产品构造
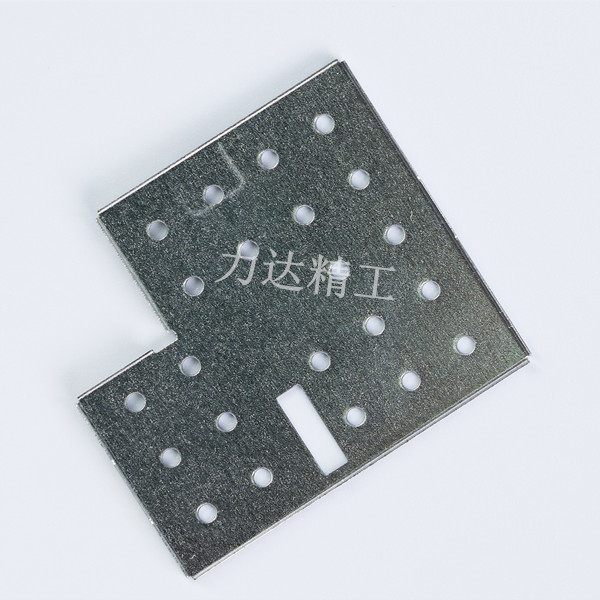
1,正方形手机屏蔽罩设计时须具有防反(最好的选择中心对称,包装具备任意性)。①新产品在包装时新产品的方向易包错,②新产品贴片时易贴错。
2,一部分的缺口不可过于小,一般来说最薄为0.8毫米;①模具的制造时间会加长,制造陈本加强。②模具大量生产时,冲子的强度较弱易损坏,备件制作周期长有可能会直接影响到出货。
3,下述料刀口到折弯边余料较小时:Ⅰ将下料刀口开至折弯边;Ⅱ将下料刀口到折弯边余料加到大于等于0.5MM。①材料距折弯边较少,不方便新产品压料成型,新产品易出现变形。
4,新产品表面上有散热孔时,提议选取∮1.0mm,∮1.2mm,∮1.5mm,∮2.0mm标准规定。①司备有这些常用孔冲针的标准件,都可以大幅度缩短模具制造时间。②大量生产中,圆冲有损坏都可以立马更改,不直接影响交货。
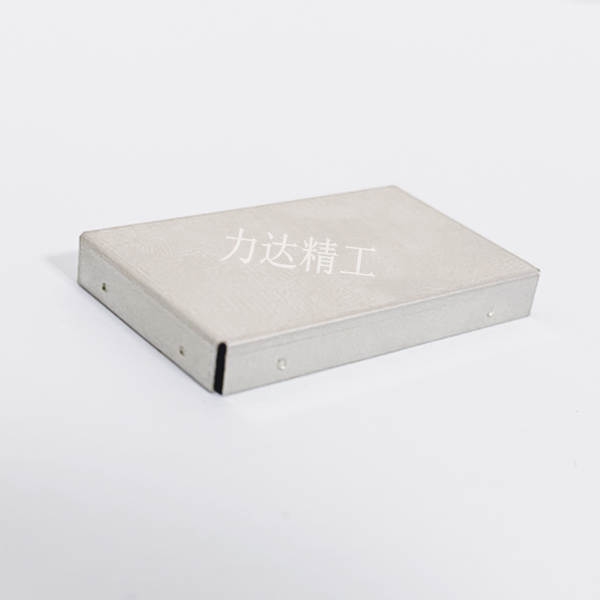
5、正方形屏蔽罩相领两折弯边间隙不可等于本新产品的料厚。①新产品冲制时,两种新产品比较容易扣合为一体。②最好的选择间隙为:0.15<H<T
6、带外趴脚新产品:
⑴在做可靠性实验时屏蔽罩的最大受压力区域加外趴脚只能一般来说受压力点在最长的对角线两端。提议 ①长.宽25毫米之内的不需要加外趴脚。②长宽25~35毫米之内的加两种外趴脚,摆在新产品的边角,③长宽大于35毫米加4个外趴,脚,摆在新产品边角。
(2)外扒脚的长和宽尺寸在1.0~1.2毫米*1.5~2.5MM相对比较适合。①长宽很长比较容易出现变形,且占用PCB板室内空间。②宽度过于小强度越差则比较容易外趴脚出现变形。
⑵焊锡性,在趴脚末端制作内凹的半圆形状,都可以加强焊锡强度。
7、提议新产品不可利用内趴脚。①新产品内趴脚强度弱,易变性,直接影响焊锡性。②不方便探测新产品的平面度。③内趴脚会加强模具的工站,模具的长宽增长,增强了新产品产出的困难程度。
——屏蔽罩厂家力达精工撰写,官网:http://www.szladaxiao.com 联系方式19924931943(微信同号)!


 网站地图
网站地图 联系我们
联系我们