年始终专注于屏蔽罩的研发定制生产
年始终专注于屏蔽罩的研发定制生产
 平厂房
平厂房
 万次冲压/月
万次冲压/月
全国服务热线
19924931943 / 19924932786

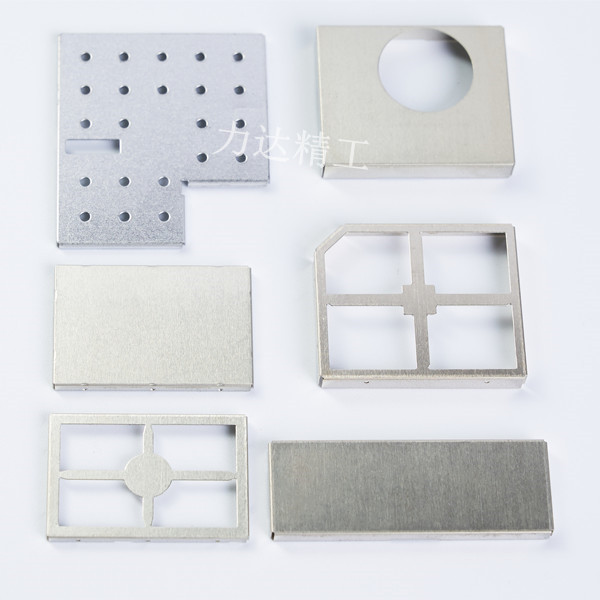
冲压件屏蔽罩在生产中常常会呈现各种不同的毛刺,针对具体问题要进行全面的分析,找出问题的根本原因,对屏蔽罩模具进行恰当的调整和批改,得到质量合格的冲压件屏蔽罩。

冲压件屏蔽罩毛刺高度不齐,当屏蔽罩模具空隙不当(空隙过大或过小),毛刺的高度将添加;模具空隙过大会发生三角形毛刺,厚度也会添加;如空隙过小,毛刺薄而高,会发生二次剪切。

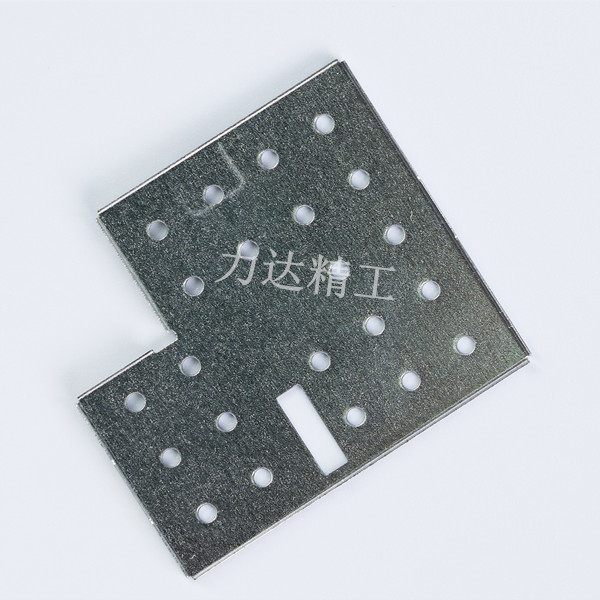
我们可以对出现的冲压件屏蔽罩毛刺进行原因分析:
1、冲压件屏蔽罩模具中凸模和凹模间隔部分不一致;
2、刃口的塌边引起部分的误差;
3、屏蔽罩模具偏疼,导致毛刺高度有一半不一致;

4、冲压件屏蔽罩模具安装不正确或不到们;
5、模具导柱、导套零件安装不精确,呈现松脱现象;
6、压力机导向精度差;

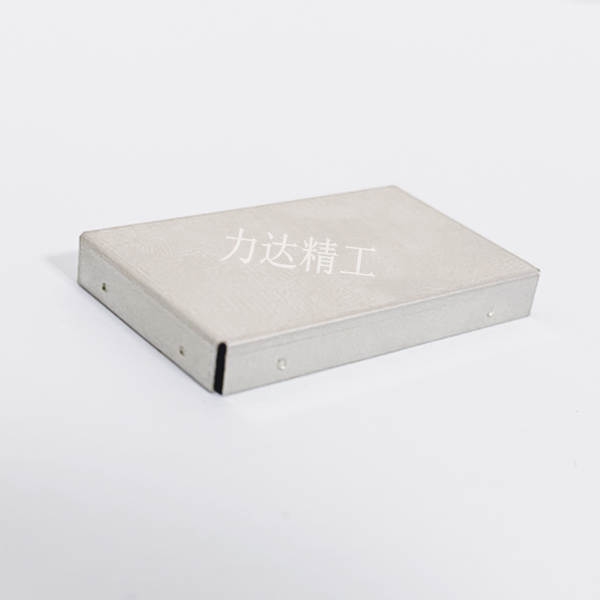
对于以上的问题我们可以采用解决的方法:
1、去毛刺后产品切断面形状不平,因为冲压件屏蔽罩模具空隙不均衡,需加以批改;
2、刃口部分受损,或许因为淬火硬度差,部分发生塌边,毛刺根部R增大,需求进行磨平;

3、毛刺高度不一致,因为凸模和凹模不同心,要将冲压件屏蔽罩模具重新进行安装,进行调整;
4、冲压时因为遭到推力效果,发生不同心,为了保证精度必须使用导柱。

冲压件屏蔽罩厂家--力达精工,20年专注五金冲压模具研发定制生产,20000+套模具定制加工生产经验,上百台精密加工生产设备,日300万冲次生产产能,蚕丝般冲压精度可达 0.01mm,可快速为您解决时间紧急问题,解决冲压精度问题,解决大货生产品质问题。服务热线:0755-27153866、19924931943(微信同号)
责任编辑:力达精工
本文链接:http://www.szladaxiao.com/articles/cyjpbz3789.html
尊重原创,转载/引用,请清晰标明出处,版权始终归力达精工所有!


 网站地图
网站地图 联系我们
联系我们